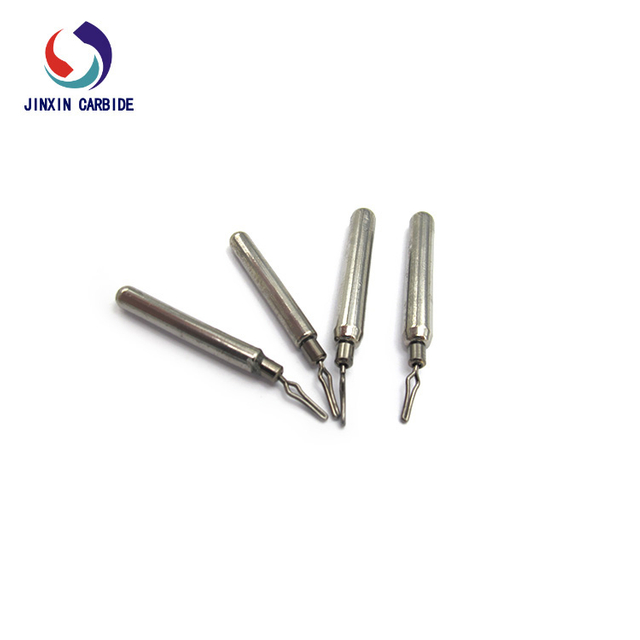
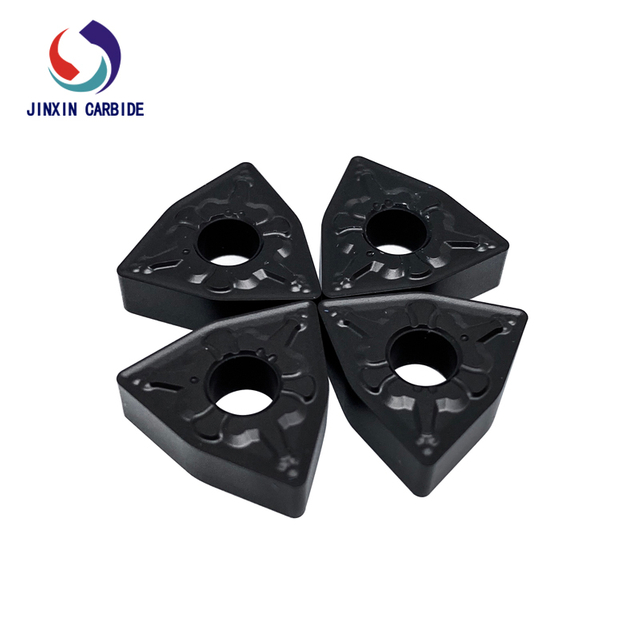
| CUTTING TOOL MACHINING ASKED QUANTITY AND SOLUTION |
| Question | causes | solutions |
breakage
of the
milling cutter | If the feed speed is too fast,
the speed is too slow | Reduce the feed speed or increase the speed,
the normal speed of the engraving machine
should be more than 20000 rpm. |
Too much cutting
allowance | reduce the amount of cutting |
The tool extends too
long and the clamping part is too few | Minimize the protruding part as much as
possible to ensure that the
clamping part is more than 4 times the handle |
| The cutting edge is severely worn | Change the tool and regrind, or reduce the cutting speed |
| The fixture accuracy is too poor | replace the fixture |
| Spindle or fixture is loose | adjust the spindle or fixture |
The processing surface is complicated
and there are too many dead angles | Adjust cutting parameters, programming mode |
| The workpiece is not stable | improve the fixture to ensure
that the workpiece is stable |
Poor chip evacuation
and serious chip staining | Re-select the tool model and change the cooling method |
The blade is easy to crack-the feed
speed is too fast | The feed speed is too fast,
the cutting edge is too sharp or the tip angle is too sharp | Reduce the feed speed and chamfer
with a steel file to make the
cutting edge dull |
The accuracy of the chuck is too
poor or the installation is poor | Replace the chuck, or
clean up debris in the chuck |
The rigidity of the fixture is
too poor, and the grasping force is not enough. | Reduce cutting parameters |
The shape of the workpiece is
complicated, and there are too
many dead angles | Change low cutting parameters
and change method |
The installation of
the workpiece is unstable | Improve tooling and fixtures
to ensure that the workpiece is stable |
| The cutting direction is incorrect | Climbing milling is generally used |
There are impurities in the material
| Pay attention to material and cutting speed |
The blade
is easy to wear | The rotation speed is too
fast or the feed speed is too slow | Reduce the number of revolutions
or increase the feed rate |
The accuracy of the spindle or
fixture is not high | Adjust the spindle accuracy or
replace the fixture |
Poor chip evacuation and
sticky chips on the cutting edge | Choose the right tool model
to improve the chip removal method |
The workpiece material is unknown
and the tool model is incorrectly selected | Determine the material,
select the corresponding model |
| The cutting fluid is not selected correctly | choose the correct cutting fluid |
| The cutting direction is incorrect | choose the down milling method |
Poor
surface finish | The feed rate is too fast
or the speed is too slow | Low feed rate or increase speed |
| The tool wear is severe | Change tool |
The accuracy of the tool
is not high after grinding | New props are recommended for finishing |
| Excessive accumulation of cutting chips | Clear cutting chips and change the cooling method |
| There is no cutting cooling device | Use correct and necessary cooling devices (such as water cooling, etc.) |
| The tool vibrates greatly | Choose high-rigidity, high-precision, strong gripping fixtures, and minimize the tool extension length |
| Can not achieve the desired effect | It will be better to choose a tool with a larger diameter or a good engraving machine |

 +86-18073319589
+86-18073319589